•
HTTP://WWW.WINNIPEGFREEPRESS.COM/MUL...104629284.HTML
• OCTOBER 9, 2010
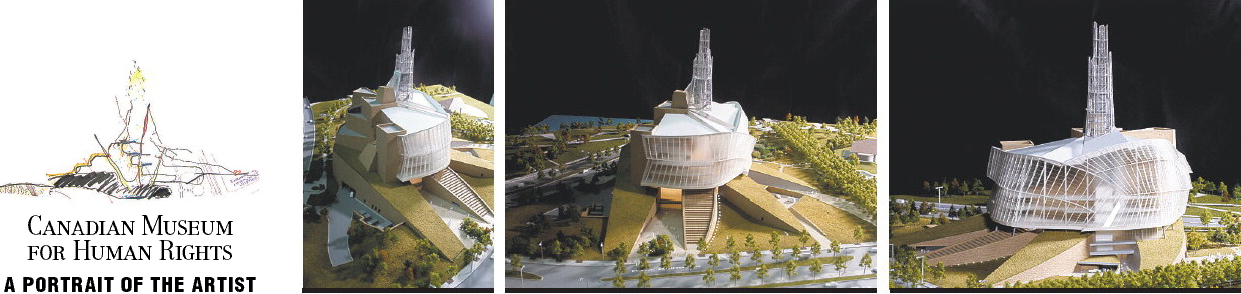
Canadian Museum for Human Rights
As construction on the Canadian Museum for Human Rights continues, writer Dan Lett delves into the inner workings of the project. His piece, titled Glass, Steel, Concrete, Stone...and Sweat, appears in the October 9 FYI section of the Winnipeg Free Press. Here are the most current renderings of the site.



























 GLASS, STEEL, CONCRETE, STONE... and sweat
GLASS, STEEL, CONCRETE, STONE... and sweat
FOR the last seven years, Todd Craigen has been on the run.
The senior construction manager for PCL Con¬structors Inc. oversees construction of the Can¬adian Museum for Human Rights. And in so many ways, that job has unfolded like a relay.
Concrete foundations and primary structure were poured. Then comes the installation of structural steel.
And finally, a gigantic web of secondary steel will be hung to support more than 1,100 plates of glass. While most people look at the construction on Waterfront Drive at The Forks and see an exercise in mayhem, for profes¬sionals such as Craigen, it’s a controlled mayhem. With a bit of luck, it will come to fruition sometime late in 2012, the deadline specified in the original 36-month, exped¬ited construction plan.
“If you look at what we’re doing, it is like a relay race.
Whoever has the first baton has the critical path. That was us. We do the foundation and the concrete. And we’re racing as fast as we can to hand off the baton to Walters, the structural steel people. They will go hard for six to eight months and then they hand it off to (glass manufac¬turer) Josef Josef-Gartner to install all the glazing. And if all goes well, we’ll be able to finish up, hand over the keys to the Chevy and we’re out of there. At least, that’s the plan.”
An oversimplification to be sure.
But it’s still an accurate description of the process used to erect the CMHR. Once you get beyond its com¬plex geometry, modern design and unusual profile, the museum can be understood by examining its principal elements: concrete, steel, stone and glass. Of course, it will still take hundreds of individuals employed by more than a dozen of the world’s most accomplished architects, engineers and craftspeople to mould those base materials into one of the most exotic and ambitious buildings ever constructed in this country.
That fact is not lost on the people pouring the concrete and swinging the hammers. Craigen noted that everyone from the guy who sweeps the floors of the trailers to those who guide the massive construction cranes is aware that this is a once¬in- a-lifetime project, something so unusual that it makes all that has come before more than a little mundane.
“On a lot of jobs, when you get about 14 months into a job, it’s all repetition,” Craigen said as he strolls through the site.
“An office tower for example, when you get to the fourth floor, then you get into a pretty repetitious cycle. You’re doing the same things over and over again until you reach the top floor.”
Craigen pauses, looks up at more than 30 metres of unsupported black concrete and smiles.
“That has not been the experience on this build¬ing.”
I HAVE always loved construction. I grew up in and around Toronto in the late 1960s and early 1970s when Toronto went from being Hogtown and the second-largest city in Canada to “People City” and the country’s largest and fastest-growing metropolis. I saw the waterfront transformed into a jagged wall of condominium towers, watched as new theatres, museums and sports facilities sprang up. The Toronto of my youth was one giant con¬struction site. My father, a stockbroker, worked in the down¬town financial district at the TD Towers, a complex of three foreboding black towers of slightly differ¬ent heights built in the late 1960s, stunning in their own minimalist way.
The Bank of Montreal weighed in with First Canadian Place, a smooth stone and glass structure that, at nearly 300 metres, remains the third tallest structure in Canada and the 11th tallest office tow¬er in North America. The Royal Bank took a dif¬ferent route. Rather than go higher, the last major chartered bank to the office tower dance sought to be the most striking building in Toronto’s skyline.
It is only 112 metres high, but its more than 14,000 windows are tinted with more than 70 kilograms of real gold. It is so intensely reflective that a setting sun on a clear day makes it clearly visible all the way to the western regions of the city.
Having grown up among tall office towers, the absence of same was one of the first things I noticed when I moved to Winnipeg in the fall of 1986. The architecture of the turn-of-the-century buildings was remarkable, but the city’s tallest of¬fice towers, all conveniently located at Portage and Main, are pretty modest by continental standards.
Unaware of the nuances of the city’s history, I won¬dered why there was not even one building to rival Toronto’s towers.
As I learned more about the city, I learned that economic reality was part of the explanation. Win¬nipeg’s heyday was the turn of the last century, and its most significant buildings do not compete with today’s behemoths. However, some were considered the skyscrapers of their generation. When Winnipeg was the Chicago of the North, the Roy¬al Bank Tower on Main Street was the tallest and grandest office tower in Western Canada. But in the 1960s, ’70s and ’80s, when the skyscraper began to live up to its metaphorical moniker, Winnipeg was a city in economic and social decline. It had no reason to build gigantic monuments to commerce.
But that was not the only reason. Winnipeg is on a flood plain, a flat expanse of clay that features, beneath its surface, a high water table and an inconsistent mix of rock and silt. This unstable mix means Winnipeg is the least likely city in the coun¬try to welcome modern skyscrapers. The geology makes it virtually impossible to dig foundations deep enough and stable enough to support looming structures above. It can be done, but at a cost that is simply prohibitive.
Those are the economic and geological explana¬tions. Social analysis suggests that Winnipeggers, a people who willingly live among the clay and the mosquitoes and the stoicism that comes with several generations of decline, are just not com¬fortable when a building rises too high above their flood plain. This is a city that eschews excess and embraces convention. There is a treasure chest of fascinating architectural expression in Winnipeg, but it all exists within a fairly modest scope in terms of size and shape.
It is for all these reasons that great intrigue sur¬rounds the Canadian Museum for Human Rights.
This is a building that is, by all measurements and descriptions, completely out of step with the com¬munity in which it is being built.
It is loud and ambitious and wildly futuristic.
At $310 million, it is among the most expensive developments ever seen in Winnipeg. Its most dramatic design feature — the glass “cloud” that envelops its north facade — seems utterly imprac¬tical in a climate that regularly surges between -30 C and +30 C.
It is being built on a geologically unpredict¬able patch of land near The Forks of the Red and Assiniboine rivers. It is politically untenable, the progeny of an unlikely union between a family with deep Liberal ties and a Conservative prime minis¬ter with a penchant for breaking tradition. It is an exotic fundraising project, a unique blend of public and private money the likes of which Canada has never seen before.
Yet as you read this article, the relay race that is the construction of the museum is one-third finished. PCL has completed most of the concrete work and Hamilton-based Walters Inc., steel fabri¬cators extraordinaire, are rapidly erect¬ing enormous steel trusses and beams.
While that work unfolds at the site, Josef-Gardner Steel and Glass from Wurzburg, Germany, is producing more than 1,100 panes of glass and the steel that will support it, and waiting its turn to hoist the baton.
Visitors to the site will already notice the sprawling stone and concrete “roots” are clearly visible. The black concrete wedge canyon strikes an imposing profile for people driving into downtown across the Provencher Bridge or walking across Esplanade Riel. Construction is expected to be completed late 2012, with an estimat¬ed opening date spring of 2013.
For now, the site remains a beacon for all those who, like me, flock to construction projects for the scent of freshly poured concrete and the undeniable sense of progress that comes with it.
T might be an overly obvious point, but a great building starts at the bottom.
The basic technology used to create the mu¬seum’s foundation is tried and true.
The plan for the museum was to anchor it with 370 preformed concrete piles and another 142 cais¬sons as they are called in the construction industry. The caissons are made with a nearly two-metre¬diameter coring barrel that drills down into the muck and silt at The Forks and keeps drilling down to bedrock. A metal sleeve was lowered into the hole while it was being cored, to be used as a form for the concrete.
Bedrock is the Holy Grail for foundations. All the great buildings of the world start, at some subterranean point, on bedrock. The Empire State Building in New York City, for example, was constructed on the largest and most stable bedrock anywhere on the island of Manhattan.
Drilling down to bedrock is a fairly standard and, based on modern geology and construction technol¬ogy, a fairly mundane and predictable process. It is, however, an expensive process, and the deeper you need to go to reach that bedrock, the more expen¬sive it is.
For this project, it was very expensive. Consider that the caissons for this project varied in price be¬tween $40,000 and $400,000 apiece. That variance in price is the result of a Manitoba geology that is diabolically unpredictable. The flood plain is very flat, but the bedrock underneath is quite undulat¬ing. That means you can reach bedrock very easily in places such as Winnipeg’s northwest quadrant, but in other areas, the bedrock is elusive, if it is there at all.
PCL found this out when the coring barrels bored deeper and deeper into the ooze which surrounds The Forks. The soil is silty and even when the cor¬ing barrel reached rock, it was not stable.
“We usually find bedrock in Winnipeg about 17 metres below the surface,” said Craigen. “In this instance, the bedrock was much, much deeper.
And even when we did hit rock, it was fractured or crumbling. Or it had clay or sand seams running through it and was unstable.”
PCL and its foundation contractor, Subterranean Manitoba Ltd., eventually hit solid bedrock at 38 metres, more than twice the typical depth.
But that was not the only problem. Albuquerque¬based architect Antoine Predock’s design called for the building to start below grade so that visitors would have to descend into the entrance between the giant concrete roots. This was a major design element, and the architect insisted it be part of the final design. The big problem is that once excav¬ated, this brought the foundation level to the same level as the Red River, which runs along the site’s eastern edge. The depth of the foundation and its proximity to the river mean the site’s natural water table is very high. Thousands of litres of water were pumped out of the excavation hole to allow the foundation work to proceed. It was a long, messy, muddy process.
The foundation took 11 weeks longer than expected to complete.
“We did start off in a bit of a hole with that part of the project,” Craigen said. “But we’re making it up in other areas.”
Total cost for the museum foundation, including all piles and caissons, was $15.1 million.
THE thing about concrete is that typically, it can only rise so high before it needs some sort of support. In your run-of-the-mill of¬fice tower, the poured concrete only has to rise a single floor before structural steel ties into it at right angles, supporting it before the next level goes up.
Thanks to Predock’s obsession with complex geometry, that wasn’t going to be possible with the CMHR. Concrete was poured in five-metre forms made from plywood sheets and special hardware.
Several distinct design features of the interior of the building required concrete to be poured in odd angles or shapes, or to extraordinary heights, with¬out permanent supports in place.
One of these is the “wedge canyon” as it is called by the design team. It’s a 51-metre cavern of black concrete created by two angled walls. Graphite was added to the concrete mix to create the dramatic black effect. Eventually, the canyon will be criss¬crossed by a series of illuminated white alabaster ramps that will allow patrons to rise through the building while visiting the various galleries.
It was one of the most ambitious elements of the building, and it presented a huge challenge to PCL, the structural engineers and the architects.
The design called for the canyon to be open, save for the ramps. That meant it could only be sup¬ported by temporary measures until the ramps and supporting steel on the exterior of the ramp could be installed. The solution was to string a series of temporary metal super studs across the expanse of the canyon. Dozens of these expandable metal poles were used, creating an eerie web-like effect.
This was not the only structural challenge.
Predock had designed a series of ramps that criss¬crossed the canyon and staggered the size and position of the openings up and down the canyon.
Unfortunately, not all of his original design was acceptable to the city’s building code, which has specific requirements for the size, angle and distance between ramps, which are also the main exits for many of the galleries. Local architects Smith Carter, who were brought in to help refine and translate Predock’s original design, worked for months with three-dimensional models and struc¬tural engineers to find the best way to retain the canyon’s design elements while meeting the city’s building code and still preserving the structural integrity of the building.
“Every time we moved something to meet code, the engineers would tell us, ‘that’s great, but the wall is going to fall down,’ ” said Jim Weselake, a senior partner at Smith Carter. “So we went back to the drawing board and looked for another solution.”
Another major challenge was an element known as the east wall of Route D. Not only is it cone¬shaped, but it’s an upside-down cone and it’s tilted at a 23-degree angle. “For the most part, every¬thing is known about pouring concrete: The process is known, the material properties are known in advance,” Craigen said. “It’s all about execution.
“However, this was a much different challenge.
A normal curved concrete wall is just a flat piece of a cylinder. Because this was a section of an up¬side cone, the wall was smaller on the bottom than the top. That made the form work exponentially more difficult.”
Again, the solution was to use dozens upon dozens of super studs to brace the wall until the steel could be installed. Three-dimensional modelling helped enormously with the design and execution of these unique concrete structures, Craigen said.
Additional concrete will be poured after the structural steel is erected. At completion, it will have taken 17 months to pour concrete from the foundation on up, at a total cost of $25 million.
 MIKE.DEAL@FREEPRESS.MB.CA Concrete forms are hauled high above the ground as an enormous unsupported wall is erected.
MIKE.DEAL@FREEPRESS.MB.CA Concrete forms are hauled high above the ground as an enormous unsupported wall is erected.
 Workers examine construction of the museum “roots.”
Workers examine construction of the museum “roots.”
 Temporary super studs are used to hold in place one of the most challenging walls in the museum, an upside down, cone-shaped wall that is tilted at 23 degrees.
Temporary super studs are used to hold in place one of the most challenging walls in the museum, an upside down, cone-shaped wall that is tilted at 23 degrees.
 A worker strolls under super studs, which provide the only support for a severely tilted wall.
A worker strolls under super studs, which provide the only support for a severely tilted wall.

ODDLY enough, Canada no longer manufactures the wide-flange steel beams needed to support the museum. The last factory to make that product, Algoma Steel in Sault Ste. Marie, Ont., stopped rolling beams in 1991. Canada still makes steel plate, but that wouldn’t meet the needs of this project.
But that did not stop Walters Inc.
from Hamilton, Ont., from getting in on the action. Walters has developed a reputation for designing and fabricat¬ing structural steel for some of the most ambitious buildings in Canada.
These include Toronto’s magnificent new airport terminal and the derided and celebrated Royal Ontario Museum addition designed by star-chitect Daniel Libeskind.
Employing steel beams milled in Bel¬gium and the United States, Walters de¬veloped a plan based in large part on a fantastically elaborate three-dimension¬al rendering of the steel structure.
“We actually built the entire building in 3-D before we made a single piece of steel,” said Peter Kranendonk of Wal¬ters. “This helped us not only determine the number of pieces, but also the se¬quence for the installation of the steel.”
Starting last month, the first of 275 trucks of structural steel began ar¬riving in Winnipeg. In all, more than 14,000 individual steel members weigh¬ing more than 5,000 metric tonnes will be built into the museum. If all the steel were laid end to end, it would reach from Winnipeg to Portage la Prairie.
The sequencing is important because each piece of supporting steel would have to be installed as temporary shor¬ing was removed. This is a delicate and, at times, risky process, Kranendonk noted. But having the 3-D model, which was constantly vetted by structural engineers, meant everyone could be certain the structural integrity of those exotic concrete walls would never be compromised.
The raw steel beams arrive from mills in the U.S., and then are cut into specific lengths. Holes are drilled for rivets and connecting plates. Elabor¬ate and meticulously manufactured connectors are also fabricated. These are the joints that support two or more of the support beams and trusses when they join at a single point. These nodes or super-nodes, as some of them are called, can mark the intersection of as many as two dozen different steel beams. Other nodes will connect primary steel with the secondary steel supporting the glass. Tolerances are minimal. The steel is cut and fabricated so regardless of the temperature or weather conditions, it should not shift more than 50 millimetres. The entire web of structural steel is designed to that tolerance standard.
Among the most demanding fabri¬cation elements is the cloud rail, an enormous steel pipe that had to be bent so it could curve around the inside of the glass cloud and support the second¬ary steel for the windows. Kranendonk said this required Walters to take a piece of standard steel 2.5-centimetre¬thick pipe, 60 cm in diameter and bend it with enormous hydraulic rams. It’s a painstaking process that moves at a glacial pace to ensure the pipe does not crack or fold in half.
“It’s been a very slow process, but we’re making progress and learning a lot as we go. This is the first time we’ve tried anything like this, so it’s a great learning experience.”
Kranendonk said this is without a doubt one of the most complex buildings they have ever worked on. However, the mandate of the building, and its unique design features, have made this a pleas¬ure, he said.
“I’ve seen a lot of complex projects flounder and fail. It’s been very exciting to see this building stay on track and to see it rise so quickly. It’s a great project to be involved in. A project for human¬ity.”
It will take 10 months to install all steel members. Total cost is $36 million.
 Work has begun to erect steel trusses rolled in the United States and fabricated in Hamilton, Ontario by Walters Inc.
Work has begun to erect steel trusses rolled in the United States and fabricated in Hamilton, Ontario by Walters Inc.
WHEN Stefan Zimmermann read the re¬port on Winnipeg’s weather, he thought someone was playing a joke on him.
The report contained about 25 years of historical weather reports. In it, Zimmermann, director of operations for German-based glass and steel manufacturers Josef-Gartner, saw Winnipeg can experience, in any given year, a fluctuation in temperature from -35 C to 35 C.
“I’ll be honest, when I read the specifications and I saw the outside temperatures, I said, ‘There must be some mistake.’ But I learned very quickly that the climate in Winnipeg is really extraordinary.”
Extraordinary, but not impossible for Josef-Gartner, a company renowned throughout the world for fashioning glazing solutions for the most architecturally complex buildings. In fact, the more bizarre, geometrically complex and demand¬ing, the better it is for Josef-Gartner. From glass bridges to curved glass roofs, Josef-Gartner has proven all over the world there is virtually noth¬ing an architect can conceive that it cannot make a reality. It made hiring Josef-Gartner to do the ex¬terior glazing for the CMHR a slam dunk. This is, after all, a company that tends to turn up its nose at the mundane, and crave the unusual.
“When we saw the first images, our immediate reaction was, ‘Well, that’s a project for us.’ We love demanding projects,” Zimmermann said.
The biggest challenge in this project for Josef-Gartner was the glass cloud that will envelope the museum. The geometry of the cloud is complex and inconsistent. Predock actually designed the cloud to look like five individual dove wings wrapping around the building, and then folding over one another on the southern facade. After months of three-dimensional design, Josef-Gartner produced a masterpiece in glazing design, a cloud that would be built from more than 1,100 individual panes of glass. As a testament to Predock’s frantic geom¬etry, no two panes are alike. Each is a slightly dif¬ferent size and shape.
This cloud would require Josef-Gartner to spend months experimenting with three-dimensional modelling software to play with the size and shape of the glass, and the secondary steel beams needed to support the glass, to find the perfect balance be¬tween flowing profile and unobscured view. If the glass plates were too large, the flowing cloud would have too many hard angles and the supporting steel would have to be much thicker to support the additional weight. If the plates were too small, the steel would not be as thick but there would be many more beams, which could compromise the view from inside the building.
Eventually, the museum decided to go with a double-glazed unit. Each window unit is 42 milli¬metres thick, or roughly twice the thickness of the average residential double-glazed window. The museum window units feature a 10-millimetre fully tempered exterior glass pane, a 16-mm argon gas cavity, and an interior pane that is actually com¬prised of two eight-mm heat-strengthened panes laminated together.
The glazing units, steel supports and a hot water infused radiant heating system to be installed under the glass were put through their paces by a multidisciplinary engineering team that involved local firms such as E.H. Price, arguably North America’s leading air-defusing engineers. The glass was tested for its resilience to temperature, wind and humidity. The Josef-Gartner unit passed with flying colours.
The installation of the secondary steel is, in and of itself, quite tricky. The supporting steel must intersect with the primary steel, and a lot of work goes into the connectors to ensure that as both steel structures expand and contract with varying tem¬perature, the structures can absorb movement and keep the glass in place. Highly trained craftsmen are required to cut the steel trusses in such a way that there is a tiny extra bit of material to account for shrinkage. This occurs after heat is applied to a truss as it is being welded; a piece of steel can shrink several millimetres after being heated, enough shrinkage to pull the glass out of position.
All this meticulous planning and engineering may still not placate many Manitobans, many of whom are skeptical that a glass-wrapped build¬ing can withstand the ups and downs of the local weather. Zimmermann acknowledged that such concerns are valid. However, he noted much of the technology involved in the design and materials used in the museum’s glass cloud was not available even 10 years ago.
“Now, with the materials we have, leakage is not an issue,” Zimmermann said. “Leakage doesn’t really have anything to do with the climate. That has more to do with whether it’s a well-engineered system using the right design, fabrication and the work in the field.
However, the glass itself is only as good as the HVAC, the acronym used to describe the heating, ventilation and air-conditioning systems. A poorly ventilated building means windows are vulnerable to frost and condensation. Properly ventilating buildings, in effect, bathing windows in a constant flow of heated or cooled air, eliminates those prob¬lems.
David MacKeracher, an engineer with the Mitch¬ell Partnership, one of Canada’s most sought-after HVAC specialists, said the thermodynamics of the museum are really no different than any other structure, although the size and unusual shape of the interior does present challenges. The trick is to make sure ventilation is constantly bathing the windows with a current of air. This air wash takes away condensation, and balances the transfer of heat or cold from the outside.
“Everyone focuses on the windows, but the HVAC is really where the rubber meets the road for a building like this,” said MacKeracher.
The museum will be heated by radiant hot-water pipes, the heat generated by five, three-million¬BTU natural-gas-fired boilers. Two 100-horse¬power electric fans — each more than 1.27 metres in diameter — will move 4,200 cubic metres per minute of either fresh or cooled air into the build¬ing. Ductwork strung around the interior will gen¬erate ventilation currents to keep a constant flow of heated or cooled air blowing against the windows.
Some of the defusing vents will have to blow air up to 20 metres to reach windows in the more remote parts of the cloud. Rainwater will be captured in a cistern and used to displace heat generated by elec¬trical equipment and other mechanical systems.
The total cost of the glazing and steel supports is $27 million. It will take 10 months to install.
WHEN it comes to large taxpayer-sup¬ported infrastructure projects, failure to come in on time and budget can doom a building forever.
Consider the legacy of the Olympic Stadium in Montreal. The Big O, as it is called, was considered an architectural marvel of its day. The Big O cost $264 million, almost exactly double the original budget. Forever more, when people say Big O, they know the O stands for over-budget.
The Crown corporation in charge of the construc¬tion of the Canadian Museum for Human Rights is patently aware that failure to deliver a building on budget could be a death knell for a facility that is already controversial by its mandate.
“We have told everyone that we will be on budget and on time and that’s what we’re going to do,” said CMHR CEO Stuart Murray.
On time seems to be a fair certainty. After a nearly three-month delay spent sorting out founda¬tion problems, PCL is on the record as saying the project will be completed in late 2012 within a few weeks of the original target date.
But what of “on budget”?
The problem with this project is the total price tag has changed considerably over the years. The late Izzy Asper, who first envisioned this grand museum, saw it as a roughly $200-million project.
By 2007, when Prime Minister Stephen Harper announced he was going to make Asper’s dream a national museum, the price tag was rephrased at $265 million. When construction began in 2009, the final price tag was pegged at $310 million. It has remained there ever since.
That last figure was identified in July 2008, when the design-development stage of the project was completed. At this stage, the museum had a de¬tailed estimate of every tonne of concrete and steel and every pane of glass. That total project cost was submitted to the federal government in the mu¬seum’s corporate plan and approved by Ottawa.
Still, there is skepticism in some quarters when Murray says the project is “on budget.” It cer¬tainly is on budget to come in at $310 million. But not everyone agrees that qualifies as “on budget.”
Among those most skeptical is Harper.
The Friends of the CMHR, the charitable organ¬ization established by the Asper Foundation to raise money to support the museum, is going to cover some of the shortfall. The province is apparently willing to step in and sources confirm the museum corporation is seeking an additional $17 million from Ottawa to help cover the additional costs iden¬tified in 2008. To date, however, Ottawa has been cool to the idea.
ov al th PC Ju un te te Is the museum over-budget? A detailed exam¬ination of the history of the museum’s design and development process suggests the earlier, lower figures were most definitely overly optimistic.
A privately designed and constructed building need never publish the figure of its total cost. A publicly funded project does not have that luxury, even if it’s a project that is nearly 50 per cent funded by private donors, as this one was.
To nail down the final price, the museum board elected to go with a design-assist system when looking for trades and suppliers. In this system, prospective contractors are pre-qualified by the board, and then asked to submit their ideas for how to supply the museum with a good or service. It is, in some aspects, much riskier for both the client and the contractor. The client runs the risk that as all the tenders come in, the price is considerably more than original estimates. The contractor runs the risk that a dishonourable client will steal their ideas and shop around for a cheaper source.
On the other hand, when a developer pays a premium to a contractor to fix the total price of a project at inception, any savings achieved during the design-assist phase, or through alternative sourcing, belong to the contractor. It’s a classic risk-reward debate.
For the CMHR, the design-assist process turned out to be a good one. By 2008, when the final price tag needed to be nailed down, construction inflation had subsided significantly thanks to a precipitous drop in oil prices and the global reces¬sion. This did not mean the cost of construction went down; floodway expansion and northern dam construction in Manitoba were keeping the con¬struction industry very busy. But the cooling of the overheated Alberta oilpatch meant prices wouldn’t go up considerably. There was, however, still the question of how to procure all the exotic materi¬als and construct all the exotic features Predock envisioned.
Not surprisingly, once the total cost of every¬thing the design team wanted was put in the mix, PCL estimated the total cost at $340 million, a 28 per cent increase over the previous price tag.
Just about everyone considered that figure to be untenable, so the museum’s board sent the design team back to find savings. This was the beginning of the value-engineering phase. It’s a term archi¬tects hate to hear, but something just about every big infrastructure project goes through.
Almost everything was on the table. Susanne Robertson, the museum’s CFO, said the board was presented with more than a dozen pages of build¬ing features and elements that could be changed or eliminated and their estimated savings. Some were minor, others significant, such as the elimination of the glass-encased Tower of Hope, a feature that was part of Asper’s original proposal in 2000. This, needless to say, presented a dilemma for the board.
“We did have an option to eliminate the Tower of Hope,” Robertson said. “In the end, it was felt the tower was too important to the building. It was a building that (architect) Antoine Predock always said had to stand out as a symbol of hope. We felt the tower was a key part of that symbol.”
Other changes were made. Double-walled, triple¬pane glazing — very similar to what was used in the Manitoba Hydro tower downtown — was abandoned in favour of a single-wall, double-pane unit. Creative work by the mechanical engineers and consultants found a myriad of energy savings.
Instead of using enormous plates of Tyndall stone to clad the exterior of the building, PCL found it could save a ton of money by using smaller stone plates, in three different sizes.
Suppliers and trades were told to go find accept¬able alternatives to everything from toilets to light bulbs and doorknobs to see if savings could be found. For example, Predock had requested that a unique fritting be applied to each of the 1,100 panes of glass in the cloud. Fritting is a pattern of tiny dots applied to the glass when it is manufactured.
The design team downgraded this plan, and had a standard fritting applied to only some of the glass.
In the end, the project was trimmed to $310 mil¬lion, or a 16 per cent increase over the previous price tag. This project cost was formally approved by Ottawa, even though it did not come with addi¬tional funding. This puts the pressure squarely back on the Friends of the Museum, which has already exceeded its original target by raising $115 million to date.
In terms of public perception, it is up to the museum to ensure everyone sees value in the $310 million spent on this museum. That is no easy task in a city that is, because of geology and inherent modesty, more comfortable with buildings that are not too expensive, too tall or too exotic.
“Our challenge is to make sure when this build¬ing opens up, people will walk in and say, ‘Wow, that is really something,’ ” said Murray. “We think that once people get a look at the finished product that is exactly what they are going to say. ‘Wow.’ ”
dan.lett@freepress.mb.ca
 Brad Tulley (left), research director for E.H. Price Ltd. and Gerry Price, owner, examine glass in the company’s Winnipeg test laboratory. Glazing for the museum was put through its paces in the lab, where technicians exposed it to extreme heat, cold and humidity to determine if it would withstand Winnipeg’s harsh climate.
People who build glass towers ...
Brad Tulley (left), research director for E.H. Price Ltd. and Gerry Price, owner, examine glass in the company’s Winnipeg test laboratory. Glazing for the museum was put through its paces in the lab, where technicians exposed it to extreme heat, cold and humidity to determine if it would withstand Winnipeg’s harsh climate.
People who build glass towers ...
FINDING the right glass to use in the tower and “cloud” that will envelope the museum was no easy task. Antoine Predock’s futuristic design featured lib¬eral use of glass and a complex geometry that means only a very few companies anywhere in the world can handle the job.
The museum’s design team looked at a number of different glass products, including double and triple¬glazed units, custom-curved glass and windows that could open and close to vent the cavernous interior of the museum. Units filled with argon and krypton glass were considered.
Eventually, the museum decided to go with a double¬glazed unit manufactured by German-based Josef-Gartner Steel and Glass, one of the world’s leading glass curtain companies.
Each window unit is 42 millimetres thick, or roughly twice the thickness of the average residential double¬glazed window. The museum window units feature a 10-millimetre fully tempered exterior glass pane, a 16-millimetre argon gas cavity, and an interior pane that is actually comprised of two eight-millimetre heat-strengthened panes laminated together.
The biggest design challenge for Gartner was how to replicate the flowing esthetic of Predock’s glass cloud using flat panes. This required Gartner to experiment with the size and shape of the glass, and the second¬ary steel beams needed to support the glass, to find the perfect balance between flowing profile and un¬obscured view. If the glass plates were too large, the flowing cloud would have too many hard angles and the supporting steel would have to be much thicker to support the additional weight. If the plates were too small, the steel would not be as thick, but there would be many more beams, which could compromise the view from the inside of the building.
After months of 3-D computer modelling trial and error, the final design settled on a glass plate that is roughly three metres long and 1.5 metres wide, supported by triple-coated mild steel supports. Two weather seals (one silicon, one rubber) would be used to seal the glass to the support steel.
However, the glass itself is only as good as the HVAC system used to heat, cool and ventilate the building. A poorly ventilated building means windows are vulnerable to frost and condensation. Properly ventilating buildings, in effect, bathing windows in a constant flow of heated or cooled air, eliminates those problems.
The museum will be heated by radiant hot water pipes, the heat generated by five three-million BTU natural-gas fired boilers. Two gigantic fans — each more than 1.27 metres in diameter — will move about 4,200 cubic metres per minute of either fresh or cooled air into the building. Duct work strung around the interior provides the ventilation currents that will keep a constant flow of heated or cooled air blowing against the windows.
Backbone of steel
STEEL is the backbone of any large, complex structure. The CMHR will incorporate more than 5,000 tonnes of steel, transported to Winnipeg from Hamilton on 275 flat-bed trucks.
The steel beams are not made in Canada, which stopped producing wide-flange beams in the early 1990s. The largest support beams — including mam¬moth 27-tonne vertical supports — are fabricated in Belgium. The other beams are rolled in various U.S.
mills and shipped to Walters Inc., a Hamilton steel fabricator.
There, the steel will be cut, shaped, drilled with holes and marked for detailed sequential installation.
Literal description of the beams does not do justice to their sheer size and weight. A metre of the average beam weighs about the same as the average family car. If you laid all the steel members end to end, it would reach all the way from Winnipeg to Portage la Prairie.
It will take more than 10 months to erect the steel, a process that moves with deliberate, glacial pace. Be¬cause of the complexity of the concrete work — which involved a series of extremely tall or perilously tilted walls, all held in place with temporary supports — the installation of the steel must proceed deliberately.
Three-dimensional modelling produced by Walters, and vetted by the structural engineers, has created a specific sequence for the removal of temporary super studs that are holding up the concrete walls, and the installation of steel supports. This process of remov¬ing just enough of the temporary supports to create room for the steel is one of the more anxious parts of the construction process.
The installation itself is nearly an art form. Many of the steel members arrive slightly longer than needed, and then are cut on site to fit into nodes or connect¬ors. Deciding exactly how much to cut off is a tricky business. When heat is applied to beams as they are welded in place, they expand and then contract and become shorter than the original length. The steel¬workers must use nerve and years of experience to estimate the give and take in the installation, so the fit is perfect.
Concrete put to test
CONCRETE is the most commonly used man-made building material ever.
It’s pure simplicity: Water and cement are combined and as that hardens, a stone-like material is left be¬hind. Its performance qualities and malleability make it perhaps the most perfect building material ever.
And at the Canadian Museum for Human Rights, concrete was put to the test.
In all, PCL Constructors, the general contractor, will pour more than 18,000 cubic metres of concrete at the museum site; 5,000 cubic metres alone in the form of poured caissons and precast piles will be used in the foundation.
But it is not the magnitude of the concrete that makes this project special. It is the size and shape of some of the concrete forms.
One wall, referred to as the east wall of Route D, one side of the Buhler Hall, is a section of an upside-down cone. That means the concrete is not only curved, but it is smaller at its base than at the top and tilted at a precarious 23 degrees. Pouring this concrete required meticulous planning and a steady patient hand.
Concrete is typically set by pouring it into forms made from sheets of plywood. Steel rebar is set into the concrete to give it extra resilience. For the museum, special hardware and supports were used to hold five-metre sections of plywood in place and these are further supported by super studs, enormous expandable metal posts that are bolted into the floor and then used to support the walls as they are built up. As each section sets, the studs are put in place, and the forms are moved along, and then up, until the wall is completed. The super studs remain to hold the concrete in place until permanent steel supports are installed.
The same process was used for the Hall of Hope, or the wedge canyon as the construction team calls it.
Tall concrete structures are typically erected floor by floor. This means that after one floor of concrete is poured, steel is tied in to the top at right angles and then the next floor is poured. This process could not be used for the Hall of Hope.
This towering concrete valley was built, without steel supports, to a height of 57 metres. This also required PCL to steady the looming concrete walls with temporary supports, which are then strategically removed as primary supporting steel is put in place.
The hall was given an extra dramatic feature with the addition of graphite to the concrete mix, giving the walls a sombre black tone. White alabaster ramps, lit from within, criss-cross the canyon.
Exotic stone plays prominent role
IT is one of nature’s greatest and oddest creations.
Basalt is a stone formed by the eruption of vol¬canic lava. When conditions allow for slow cooling of the lava, cracks are formed in the stone that eventually form polygonal columns of between two and 12 sides.
Many have a perfect hexagonal (six-sided) form, like a stop sign.
A total of 617 metric tonnes of basalt quarried and cut in Inner Mongolia will play a prominent role in the interior of the CMHR, in two main areas.
In the Garden of Contemplation, hexagonal basalt columns and paving stones will be used to create an undulating indoor tropical garden and pond that will, in large part, look much like the much-celebrated Giant’s Causeway, a naturally occurring basalt out¬cropping of more than 40,000 hexagonal columns on the very northern coast of Northern Ireland.
Beneath the Garden of Contemplation is another unique design feature, referred to as The Plug. Thanks to design magic from the architects, it will be a large stone plug suspended above The Great Hall. In fact, The Plug is constructed around four structural steel trusses, each weighing more than 22,000 kilograms, that is then encased in basalt plates. These are the largest single trusses in the building, necessary to support the optically exotic plug and the weight of the garden above. Strategically placed openings around the perimeter of the plug, which allow natural light to beam through, create the illusion it is suspended in mid-air.
The exotic stone does not stop there. In what is sure to be among the most dramatic design elements, white alabaster plates quarried in Spain are being used to construct ramps that will criss-cross the Hall of Hope. The walkways will be illuminated by LED panel lighting built into the interior of the ramps.
Alabaster is mined in large boulders, off which slices are cut. The slices are sorted for colour, veining cracks or seams. The contractor will select more than 3,200 square metres of alabaster plates to encase the ramps, each 20 millimetres thick. The plates are tested both in Spain and in Canada to ensure that, once backlit, the colour is consistent and all the plates refract the light evenly.
The stone elements of the building will also feature good old Manitoba Tyndall stone. Three different sizes of Tyndall stone plates — 18,000 square metres in all — will be used to clad concrete in various spots, including the main and group entrances.
In those locations, after vapour barrier and rigid insulation is affixed to the concrete surface, 100-milli¬metre- thick Tyndall plates are set in place, connected by a custom-coloured grouting selected in person by the architect.



 Prev
Prev

























 Linear Mode
Linear Mode
